建科智能裝備制造(天津)股份有限公司
專業一體化
專業一體化
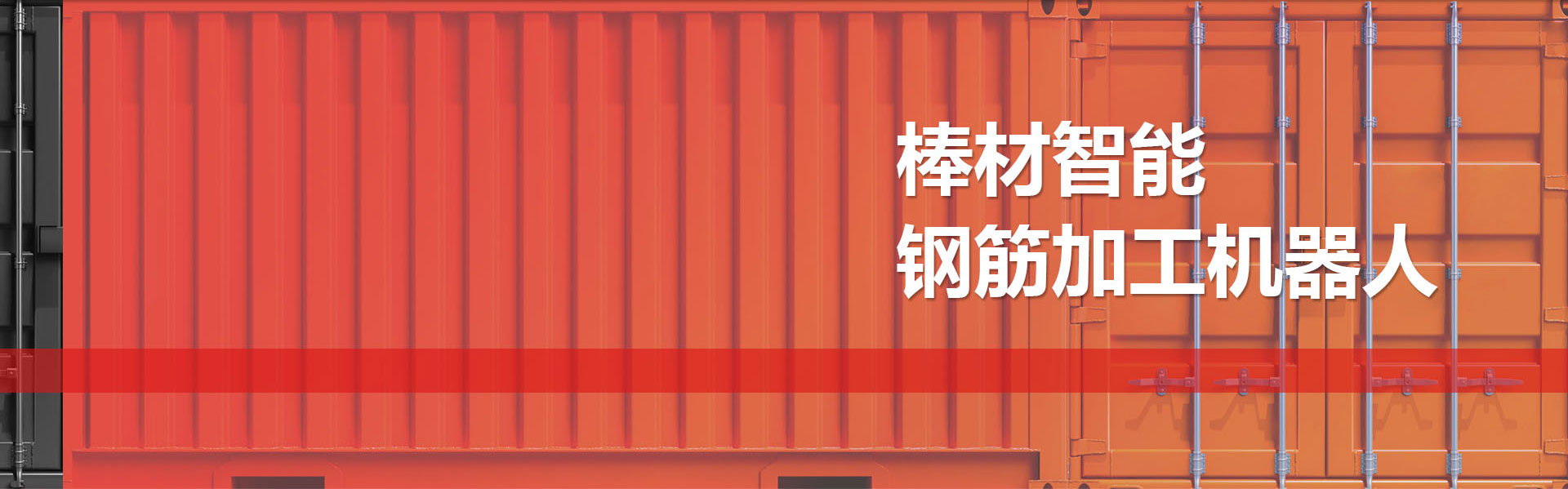



1)安裝在一個非常結實的導軌上,主機行走采用齒輪齒條傳動,行走穩定性及行走精度大幅度提高。
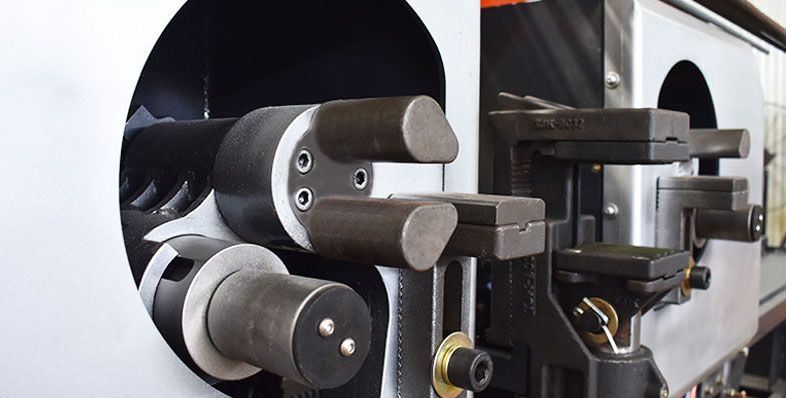
2)兩套彎曲主機可在一個工作單元內同時快速左右移動、同時進行雙向彎曲鋼筋,顯著地縮短了鋼筋彎曲成型的時間。
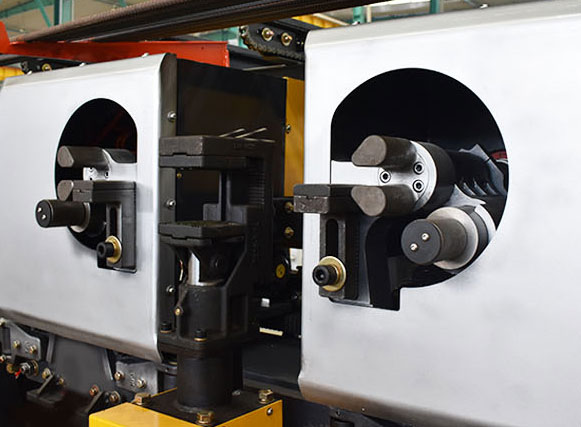
3)配備適合多種直徑的彎曲模具,采用合金鋼經嚴格熱處理工藝成型,經久耐用,彎曲模具(中心軸以及彎曲軸套)便于更換。
4)采用標準減速機與齒輪副傳動,設備運行準確,維修便捷,故障率低。
5)主機的彎曲和行走分別采用伺服電機驅動,使得圖形準確。

1)它的作用是用來接受來自直條鋼筋自動上料機構的鋼筋,由鏈軌通過減速電機作為驅動動力的機構將鋼筋緩慢送到彎曲機處
2)齒條軌道焊接在雙頭彎架子上,給彎曲主機提供行走軌道,使得彎曲主機平穩運行,完成各種規格的鋼筋的彎曲。

1)該機構的作用是在鋼筋彎曲成型時,利用夾具,預先將鋼筋壓緊.保證了鋼筋彎曲的質量。
2)采用氣動方式驅動夾具,快速穩定,提高了生產效率。
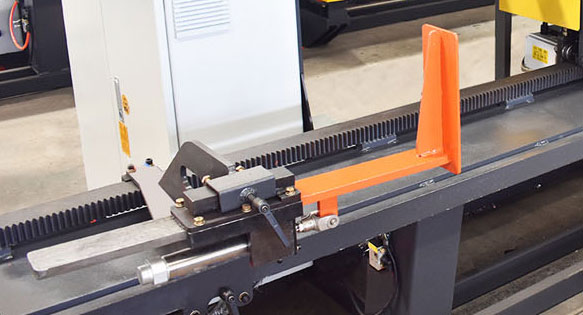
1)該機構起定尺對齊作用,設置一個對齊板到中心軸的長度并將鋼筋對齊。
2)結構緊湊,便于調整其在軌道上的前后位置。

1)操作人員可通過觸摸屏(HMI)對所加工鋼筋圖形進行編輯,包括各邊長和彎曲角度的設定,操作 方便、直觀.
2)本機可以動態顯示設備工作狀態,顯示設備故障信息和設備各動作部位的運行參數。
項目 | 數據 | 單位 | 附注 |
設備尺寸(LXWXH) | ~12000X2100X1515 | mm |
|
彎曲速度 | 0~9 | r.p.m |
|
彎曲機移動速度 | 0.5~1 | m/s |
|
電源 | 380V 50Hz |
|
|
總功率 | 13.67 | kW |
|
實際耗電量 | 4 | kW/h |
|
最大彎曲角度 | 上彎曲0~180下彎曲 0~—120 | o |
|
彎曲角度精度 | ±2 | o |
|
最小曲邊尺寸 | 570 | mm |
|
最大曲邊尺寸 | 10 | m |
|
彎曲長度精度 | ±3 | mm |
|
彎曲邊最短長度 | 80 | mm |
|
最小彎曲鋼筋長度 | Φ730 | mm |
|
可加工鋼筋的強度級別 | Ⅳ級 |
|
|
雙向彎曲 (上彎曲或下彎曲) | Φ10~16 | mm |
|
彎曲鋼筋直徑Φ(HRB335) | 10, 12, 14, 16 | mm |
|
彎曲根數 單位:根 | 5, 4, 3, 3 | 根 |
正在準備中
關注公眾號